工具箱
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
TOP Eものづくり
システム 三次元測定
グリーン検査
RoHS分析 微細加工
ネット 試作ネット
Urban
Factory 会社概要 アクセス
本社 アクセス
テクニカルセンター  | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
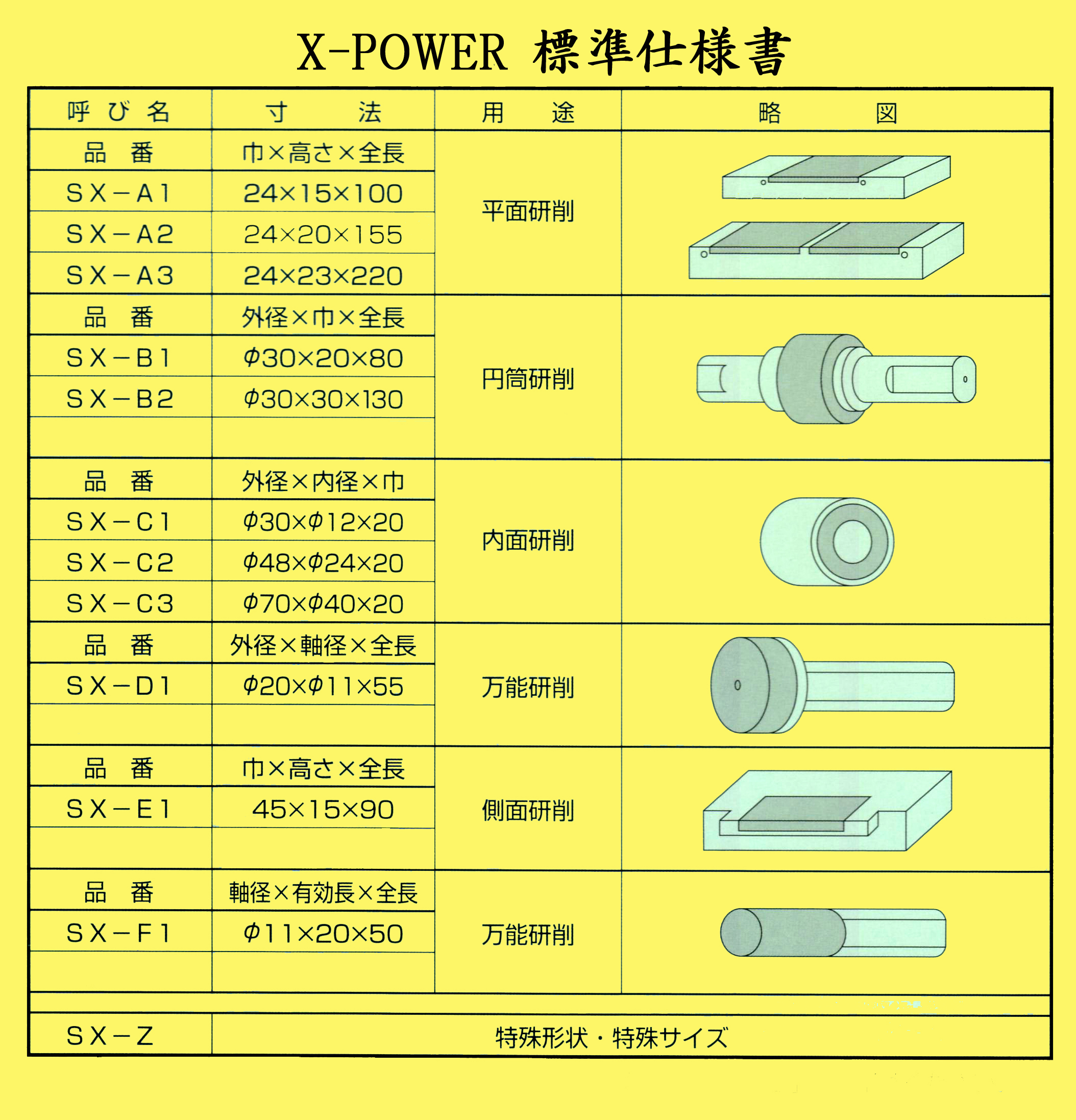
X-Power
Copyright (C) Eisyo Metal Co.,Ltd, All Rights Reserved. |
Shoping |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
工具箱
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
TOP Eものづくり
システム 三次元測定
グリーン検査
RoHS分析 微細加工
ネット 試作ネット
Urban
Factory 会社概要 アクセス
本社 アクセス
テクニカルセンター | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
X-Power
Copyright (C) Eisyo Metal Co.,Ltd, All Rights Reserved. |
Shoping |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||